空(kōng)分作為合成氨汽耗大戶,正(zhèng)常生(shēng)產(chǎn)過程中正常工況的精細化操作、非正常工況(倒爐)的優化操作等都是(shì)實現能效一流的關(guān)鍵(jiàn)技術環節,空分裝置自2021年6月調試運行至今(jīn)已穩定運行近2年,經過近2年的摸索學習與優化操作,空分裝置能耗雖然呈逐月下降趨勢,但與(yǔ)裝置設計能耗和國(guó)內同行先進企業能耗相比還是有不小差(chà)距,為了實現雲華安一流(liú)能(néng)效目標(biāo),必須堅持不(bú)懈抓好能效優化(huà)工作,堅持既定目標不(bú)放鬆(sōng),多分析、勤思考(kǎo)、找方法、定措施全力以(yǐ)赴完成既定能耗目標,達(dá)到最終實現一流能效的目的;為此,雲華安空分車(chē)間對(duì)2021-2022年共計8次氣化倒爐空分操作方法進(jìn)行分析(xī)總結,並對原始《氣(qì)化倒爐空分操作方案》予以優化更(gèng)新(xīn)形成標準化倒爐操作規程,最終使空分裝(zhuāng)置在(zài)氣化倒爐過(guò)程中處於安全、穩定、高效的工作(zuò)狀態,助力雲(yún)華安一流能效目標早日(rì)達成。
合成氨裝置氣(qì)化車間每年計劃在(zài)線倒爐6次,氣化每次倒爐對於空(kōng)分(fèn)而言,麵臨兩大考驗:
一是裝置生產負荷從89%快速加至105%並穩(wěn)定運行至倒爐(lú)結束,然後再減(jiǎn)負荷至正常工況 89%負荷,裝置加減負荷的操作不是單純(chún)的增加或減少原料空氣和產品氣,而是需要嚴格(gé)計算裝置精餾係統的三大平衡(物料平衡、組分平衡、能/冷量平衡),找到最佳匹配工況,否則就(jiù)會造(zào)成工況無法持久維持或(huò)使裝置能耗大幅增加,裝置加減負荷考驗的是操作工駕馭不正常工況的能力(理論知(zhī)識和實(shí)踐經驗);
二是氣化倒(dǎo)爐過程中的氧氮壓力及流量大幅波動的快速精細跟蹤調節,由於(yú)氣化倒爐氧氮壓力及流量波幅較大,緊急情況下需要對氧氮泵出口(kǒu)回流閥手動幹(gàn)預調節、放空閥(流(liú)量及壓力高選)手動幹(gàn)預調節及氧氮泵變頻輔助調節,倒爐過程中的多畫麵、多(duō)閥門、多參數及多崗位聯(lián)合調節考驗的是操作工相互配合的默契度和(hé)機(jī)智應變能力,明確的分(fèn)工(gōng)、默契的配(pèi)合和靈活應變的精準操控就(jiù)會(huì)減少對空分設備及工況的(de)二次擾(rǎo)動,方能確保裝置工(gōng)況的穩定和可持續。
方案編製/更(gèng)新依據
雲華安氣化裝(zhuāng)置(zhì)氣化爐每連續運行兩個月左右,根據相關技(jì)術規定,需要對氣化爐(lú)進行在線倒爐,切換至備用(yòng)爐運行;為了確保汽化爐倒爐期間(jiān)的用氧需求平穩,空分車間依據(jù)《氣化裝置倒爐方案》、《空分裝置精餾操作規程(chéng)》、《空分空壓機組操作規程》、《空分裝置應急預案匯編》再結合空分(fèn)裝置實際運行情況,特製定(dìng)/更新《氣化倒(dǎo)爐空分操作方案》。
氣化倒爐流程概述
氣化減(jiǎn)負荷到60方煤漿左右
備爐烘爐完成更換燒嘴
備爐低壓(yā)氮(dàn)氣置換(huàn)(≥3000m³/h)
氣化引氧,投用(yòng)備用一對燒(shāo)嘴(26-28方煤漿投料(liào))(+12000m³/h氧量),煤漿量一共88方(fāng)左右,需用氧量42000m³/h左右
氣化升壓查漏(lòu)(3-5小時)
停用運行一對燒嘴(-12000m³/h 氧量)
投用備用一(yī)對燒嘴(zuǐ)(+12000m³/h 氧量)
停用運行一對燒嘴(-12000m³/h 氧量)
氣(qì)化加(jiā)負荷至正常
氣化倒(dǎo)爐(lú)對空分的影(yǐng)響
快速加減送氧量,氧氮壓力及流量波動(dòng)幅度較大,高低壓板換(huàn)溫度、膨脹(zhàng)機膨脹端進口溫度、空(kōng)壓(yā)機(jī)出(chū)口壓力、增壓機(jī)一段(duàn)、二段出口壓力等關鍵工藝(yì)指標(biāo)波動較大(dà)。
氧氣用量(liàng)大,氧泵負荷大,氧氣純度及主冷液位異常波動(dòng)等。
氣化倒爐空分標準化操作步驟
1、保證超高壓氮氣(一般情況氣(qì)化倒爐前一天啟(qǐ)超高壓(yā)氮(dàn)泵)啟動超高壓氮泵供超高壓氮氣至氣化,期間保(bǎo)證超高壓氮氣壓力穩定 12.5MPa(根據調度要求適當調整)左右,注意電加熱器溫度(dù),及時聯係(xì)現場啟、停電加熱器,溫度控製40℃-70℃之間。超高壓氮變頻不得長時間低於20%,如氣化超高壓氮用量過少,當(dāng)壓力超過13.4Mpa及(jí)時向調度申請(qǐng)暫停超高壓氮泵,現場冷備。
2、提前2小時提高主冷液位及氧純度(氣化減負荷(hé)前2小時):接調度通知氣化計劃倒爐後,提前1小時適當緩慢增加膨脹量至 51000-54000Nm³/h(膨脹量根據氣溫(wēn)狀況適當調整,氣化一般在倒爐前8小時通知(zhī)調度),保(bǎo)證(zhèng)主冷液(yè)位3400mm左右,氧純度不小於 99.8%O2。
3、提前1小時提氧產量(氣化(huà)減負荷(hé)前1小時):開高壓氧(yǎng)放(fàng)空閥:UCV01722 流量,壓力一個(gè)投手動控製,一個投自動(dòng)控製(流量投自動,壓力投手動全關根據個(gè)人操(cāo)作習慣靈活掌握),緩慢將氧量加至42000-44000Nm³/h,液氧泵回流(liú)閥壓力(lì)自動控製,調整變頻控製(zhì)氧泵回流(liú)閥(fá)位大於5%,空分及機組根據氧量及(jí)時加負荷操作(加負荷(hé)同時,適當加分子篩再(zài)生氣(qì)量)加大高、低板換(huàn)汙氮氣送出(chū)量,經驗值:高板HV01710開(kāi)度50%、HV01515開度62%左右,低板PV01714開度50%左右調整好板換溫差,膨脹機負荷,控製好膨脹機前溫度,適當開大 HV01502至60%左右 HV01503至(zhì)43%左右,關注氬餾分(fèn)變化情況(經驗值提供參考,具體小範圍調整根據實際工況)。
4、機組加負荷時監控軸溫、軸位移、軸振動變化,氧(yǎng)泵加負荷時監控軸溫變化。
5、氣化減負荷(hé):氣化爐減負荷(hé)至60方煤漿左右,氣化減負荷期間(jiān),根據後係統減負荷量可適當減少中壓氮氣取出量(liàng),維持中壓氮流量(liàng) 32000Nm³/h左右、壓力(lì)流(liú)量一個投手動控製一個投自動控製(流量投自動,壓力投手動(dòng)全關根據個(gè)人操作習慣靈活掌握),液氮泵回(huí)流閥壓力自動控製,調整變頻控(kòng)製回流閥位控製大(dà)於(yú)5%;氧氣流量42000-44000Nm³/h(維持流量穩定(dìng))。同(tóng)時注意發電4.0Mpa蒸汽壓力、溫度穩定。
6、氣化停止烘(hōng)爐進行低壓氮氣置換,注意和調度溝通控製(zhì)低壓氮氣流量,及時調整低(dī)壓板換溫度。氮氣置(zhì)換合格,退氮氣(qì)時注意(yì)調整好低壓(yā)板換溫度及空壓機壓力(lì)。
7、氣化投備用爐一對燒嘴,引(yǐn)氧,引氧過程FIC 01722 一般可自動控製(zhì),液氧泵回流閥壓力自動控製,通過微調液氧泵變頻輔助穩定氧壓,如(rú)果引氧(yǎng)過快,FIC 01722(流量自動改為手動控製幹預)閥(fá)位(wèi)手動調整(zhěng)穩定流量壓力,微調氧泵變頻輔助穩(wěn)氧壓。
8、氣化投備用爐一對燒嘴,投料:和調度確認,第一對燒(shāo)嘴引氧結束開始投料,氧流量拉至44000-46000m³/h,實時關(guān)注氣化投料情(qíng)況,投料成功(gōng)後,關小氧放空閥 UCV01722至0,氧流量42000-43000m³/h,通過調整液氧泵變頻控製氧壓,送出氧壓控製(zhì) 8.15MPa 左右。稍減膨脹量,調整工況,穩定主冷至3400mm,膨脹機機前溫度(dù)正常控製(-114度左右),調整高低板汙氮量穩定出板換溫度(dù),調整機組(zǔ)負荷,空壓機壓力穩定(dìng)不動(dòng),增壓機壓(yā)力可(kě)稍低控製,微調控製壓力穩定。防止投料不(bú)成功,瞬(shùn)間退氧(yǎng),如發現氧(yǎng)流量快速降低,及時開(kāi)放空(kōng)閥至之前的開度。
9、氣化拍停主爐一對燒嘴;關注氣化爐報(bào)警顯示,看到拍停顯示,快速(sù)將流量控製FIC-01722 閥打手動開至(zhì)~30%,再根據氧氣流量和氧氣壓(yā)力調整(zhěng)閥位至燒嘴拍停前氧氣流量,同時調整液氧泵變頻輔助穩定氧壓8.15MPa。(最好兩人配合控製,一人開氧氣放空(kōng)閥,一人調整(zhěng)氧泵變頻或回流)。
10、氣化(huà)爐查(chá)漏:過程較長,空分氧氣用量會維持較大負荷(44000-47000Nm³/h),根據精(jīng)餾工況變化及(jí)時調整機組、高低板負荷,保證主冷液位及氧氣、氮氣純度,如果氧氣用量過大,可適當加大汙氮及中壓氮氣取出量(盡量確保氧氮取出比例,維持物料平衡),注意氣化因為(wéi)各種原因突然退(tuì)氧,引起氧(yǎng)氣(qì)超壓。
11、氣化投備爐另一(yī)對燒嘴拍主爐另一對燒嘴,空分操作方法如同前一(yī)對燒嘴投停操(cāo)作方法。
12、氣化到爐結束(shù)全係統開始加負荷至正常工(gōng)況,根據氧氮放空閥開度適當減少(shǎo)氧氣及氮氣流量,減(jiǎn)少氧氮放空量;氣化加負荷,高壓氧、中壓氮(dàn)拉量(liàng),空分調整工況(kuàng)滿足後工序需求,繼續關小高壓氧、中壓氮放空量,減膨脹量(減幅應稍大,防止主冷液位上(shàng)漲過快),調整板換溫差,調整空壓機、增壓機負荷(hé);待全係統工況穩(wěn)定後,恢複精餾係統正常工況,將氧氮放空閥(fá)全關壓力流量高選控製投入自動。
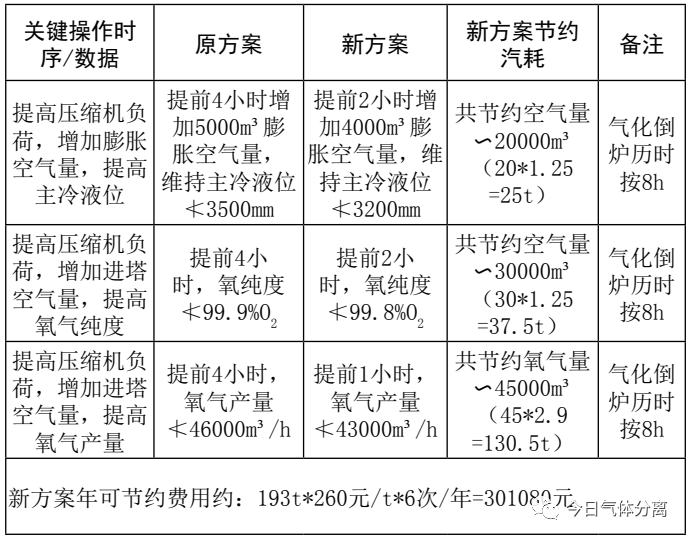
原操作方案與優化後的關鍵操作時序(xù)及經濟數據對比

©京ICP備19059098號-4 ![]() 京公(gōng)網安備 11011302005837號(hào)
京公(gōng)網安備 11011302005837號(hào)
E-mail:ait@263.net.cn 服務熱線:010-8416 4557
copyright©北京艾亞特會展有限公司 版權所(suǒ)有
鄭重聲明:未經授權禁(jìn)止轉(zhuǎn)載、編輯、複製如有違反,追究法律(lǜ)責任