
首(shǒu)先對焊接操作人員和檢(jiǎn)驗人員(yuán)提出了嚴格的要求:




空分冷箱內塔容器為鋁(lǚ)製容器,容器運輸尺寸超長,為運輸方便,通常分成上下兩段運(yùn)輸,安裝時需在現場組(zǔ)對(duì)焊接,但現場的焊接環境、焊(hàn)接設備都不如在製造廠,因此我們必須從各方麵(miàn)采取措施,保證焊接質量。
首(shǒu)先對焊接操作人員和檢(jiǎn)驗人員(yuán)提出了嚴格的要求:
1、焊接材料及相關設施的要求
2、施焊環境的要求
3、焊接技術
施工順序。塔上(shàng)、下段對接坡口加工— 塔下段吊裝就位—塔上段吊裝—組對—焊縫焊(hàn)接—射線探傷—不合格焊縫返修—射線探傷—驗收;
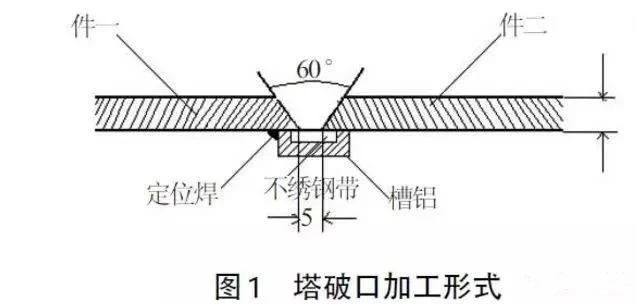
塔坡口加工形式。坡口要在地麵加工好,用法(fǎ)蘭箍調整,消除焊口(kǒu)的橢圓度,並焊好襯圈,清除鋁屑(xiè)。起吊時,焊口要用塑料(liào)布封閉。焊口內壁應對齊,當壁(bì)厚δ≤5mm時,內壁錯邊量不應大於0.5mm;當壁厚δ>5mm時,內壁錯邊(biān)量不應大於0.1δ,且不應大於2mm。具體坡口形式,見圖1塔破口加工形式;
焊前準備。
(1)氣焊工具二(èr)套,作焊前預熱用;
(2)氬氣純度應大於99.99%;
(3)清理工具:電動圓(yuán)盤鋸,銼刀,鋼絲刷(輪),電動銑(xǐ)刀、刮刀等;
(4)楔板(bǎn)修(xiū)正焊縫錯口用;
(5)焊件組對前,首先用三氯乙烯等有機溶劑除去表麵油汙,兩側坡口的清理範圍不應小於(yú)50mm;清(qīng)除(chú)油(yóu)汙後,坡口及其附近的表麵可用銼刀、刮削、銑削或(huò)用鋼絲刷(shuā)清理至露出金屬(shǔ)光澤,注意塔體壁厚減薄不能大於0.5mm;使用的鋼絲刷應定期進行脫脂處理;
(6)焊絲去除油汙後,應用化學方法去除氧化膜,可用5~10%的NaOH溶液(yè),在溫度為70℃下浸泡30~60s,然後水洗,再用15%左右的HNO3在常溫下浸泡2min,然後用溫水洗淨、晾幹並保持幹淨清潔;
(7)焊件和焊絲清理後在24h內使(shǐ)用(yòng),如超過24h,要重新清洗。
(8)正式焊前應,首先用試板做好(hǎo)各項工藝參(cān)數的(de)模擬(nǐ)試驗,其母材(cái)材質、工藝條件、焊工、保護氣均要和正式焊(hàn)接時相同(tóng);試板長度不得小於500mm,試板焊接(jiē)接頭要100%射線檢測,應符合(hé)JB/T 4730.2—2005—Ⅱ級,焊接(jiē)試板不合格不得正式焊接。
焊接工藝。
(1)焊(hàn)接前(qián),坡口、焊絲及不小於(yú)坡(pō)口兩側各50mm範圍內的表麵,用脫脂劑擦洗幹淨,用不鏽鋼絲刷徹底清(qīng)除氧化膜;清理下(xià)坡口時應向外(wài)刷,清理上坡口時,下部容器開口應用塑料布封好,防止鋁屑進入容器(qì)內;
(2)焊縫采(cǎi)用手工鎢極氬弧焊雙人單麵焊,焊接時應(yīng)注意A 、B 焊工要配合默(mò)契,同(tóng)向、等速,焊接(jiē)過程中隨時檢查(chá)垂直度,並利用焊接反變形方法及(jí)時調整,焊縫應不間斷(duàn)一次性焊完;
(3)一周點固(gù)焊完畢,間隙會產生收縮,但起碼要保持3~5mm的間隙。定位焊長度為(wéi)40mm左右,每隔500mm左(zuǒ)右作一定位焊;
(4)當環境溫度小(xiǎo)於5 ℃,壁厚大於(yú)8mm時焊前應用H01-20焊炬在(zài)焊縫坡口二側均(jun1)勻加溫到100~200 ℃;因焊件厚度較大,應采用多層多道焊(hàn);
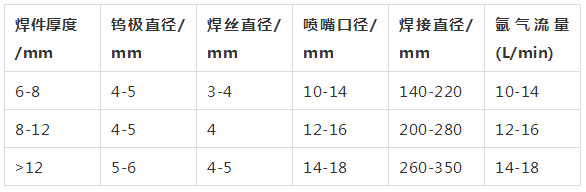
(5)實際焊接時的焊接工藝參數應與(yǔ)試板(bǎn)模擬試驗基本保持一(yī)致,對於不同的壁厚推薦表1焊接工藝參數;
(6)多層(céng)多(duō)道焊時,每焊完一遍應用機械方法清理氧(yǎng)化膜,為保(bǎo)證焊接(jiē)質量,層間溫度不得超(chāo)過65 ℃;
(7)焊接過(guò)程中,如點固焊(hàn)開裂,造成(chéng)錯口,應(yīng)停止(zhǐ)焊接(jiē),經修複後(hòu)方可繼續焊接;
(8)當(dāng)鎢極出現觸鎢現(xiàn)象時,停止(zhǐ)焊接,將鎢(wū)極、焊絲、溶(róng)池處理幹淨後,方可繼續;
(9)總的施焊原則是:大電流(liú)、快(kuài)速(sù)焊;
(10)焊縫除未焊透,有裂紋外,應盡量減(jiǎn)少返修;多次返修會引起設備變(biàn)形和影響焊接接頭(tóu)的質量(很容易產生裂紋),因此力求一(yī)次焊接成功。如有非危害性缺陷(圓形氣孔)超標,應由設計(jì)、業主和監理單位協商處理,盡量不要返修;
(11)焊接返修時,應(yīng)用機械方法,將缺陷處徹底鏟除,並按焊接工藝評定(dìng)參(cān)數(shù)進行焊接;同一部位的返修不得超過兩次,否則要製定措施並經技術總負責人批準;
(12)在焊接過程中應隨時測(cè)量塔的垂直度(dù)、水平度,吊具待全部焊(hàn)接完畢並經探傷檢查合格後方可(kě)拆除;
(13)焊接完畢,表麵美觀、平整,鱗紋均勻,沒有表麵氣孔(kǒng)、裂紋等缺陷;然後100%RT檢(jiǎn)查,RT應不低(dī)於JB 4730—94—Ⅱ級片,PT為(wéi)Ⅰ級。
4、塔焊縫返(fǎn)修
5、技術安(ān)全措施

©京ICP備19059098號(hào)-4 ![]() 京公網安備 11011302005837號(hào)
京公網安備 11011302005837號(hào)
E-mail:ait@263.net.cn 服務熱線:010-8416 4557
copyright©北京艾亞特會展有限公司 版權所(suǒ)有
鄭重聲明:未經授權禁(jìn)止轉載、編輯、複製如有違反,追究法律責任